东莞旋转系列,正品保证,值得依赖
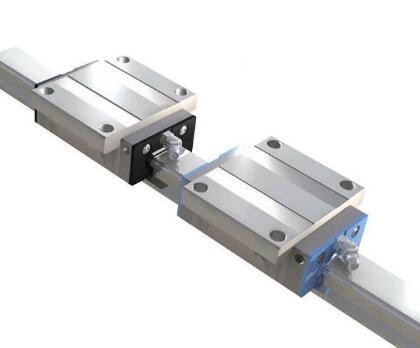
价格:面议 2019-11-20 03:11:01 1765次浏览可以理解为是一种滚动导引,是由钢珠在滑块跟导轨之间无限滚动循环,从而使负载平台沿着导轨轻易的高精度线性运动,并将摩擦系数降至平常传统滑动导引的五十分之一,能轻易地达到很高的定位精度。滑块跟导轨间末制单元设计,使线形导轨同时承受上下左右等各方向的负荷,专利的回流系统及精简化的结构设计让HIWIN的线性导轨有更平顺且低噪音的运动。
滑块-使运动由曲线转变为直线。新的导轨系统使机床可获得快速进给速度,在主轴转速相同的情况下,快速进给是直线导轨的特点。直线导轨与平面导轨一样,有两个基本元件;一个作为导向的为固定元件,另一个是移动元件。由于直线导轨是标准部件,对机床制造厂来说.唯一要做的只是加工一个安装导轨的平面和校调导轨的平行度。当然,为了保证机床的精度,床身或立柱少量的刮研是必不可少的,在多数情况下,安装是比较简单的。作为导向的导轨为淬硬钢,经精磨后置于安装平面上。与平面导轨比较,直线导轨横截面的几何形状,比平面导轨复杂,复杂的原因是因为导轨上需要加工出沟槽,以利于滑动元件的移动,沟槽的形状和数量,取决于机床要完成的功能。例如:一个既承受直线作用力,又承受颠覆力矩的导轨系统,与仅承受直线作用力的导轨相比.设计上有很大的不同。
工作时间过长,钢球开始磨损,作用在钢球上的预加负载开始减弱,导致机床工作部件运动精度的降低。如果要保持初始精度,必须更换导轨支架,甚至更换导轨。如果导轨系统已有预加负载作用。系统精度已丧失,唯一的方法是更换滚动元件。
导轨系统的设计,力求固定元件和移动元件之间有最大的接触面积,这不但能提高系统的承载能力,而且系统能承受间歇切削或重力切削产生的冲击力,把作用力广泛扩散,扩大承受力的面积。为了实现这一点,导轨系统的沟槽形状有多种多样,具有代表性的有两种,一种称为哥待式(尖拱式),形状是半圆的延伸,接触点为顶点;另一种为圆弧形,同样能起相同的作用。无论哪一种结构形式,目的只有一个,力求更多的滚动钢球半径与导轨接触(固定元件)。决定系统性能特点的因素是:滚动元件怎样与导轨接触,这是问题的关键。
直线导轨属于精密零件,因而在使用时要求有相当地慎重态度,即便是使用了高性能的直线导轨,如果使用不当,也不能达到预期的性能效果,而且容易使直线导轨损坏。所以,使用直线导轨应注意以下事项:
防止锈蚀
直接用手拿取直线导轨时,要充分洗去手上的汗液,并涂以优质矿物油后再进行操作,在雨季和夏季尤其要注意防锈。
保持环境清洁
保持直线导轨及其周围环境的清洁即使是肉眼看不见的微笑灰尘进入导轨,也会增加导轨的磨损,振动和噪声。
安装要认真仔细
直线导轨在使用安装时要认真仔细,不允许强力冲压,不允许用锤直接敲击导轨,不允许通过滚动体传递压力。
目前,加工方法主要分为有屑加工(切削成形)和无屑加工(塑性加工)。传统的有屑加工方法主要有车削和旋风铣削等,而无屑加工方法主要有冷挤压、冷轧等。丝杠有屑加工指利用切削成形的方法加工丝杠,主要有车削、旋风铣削。
车削
车削是在车床使用不同的车刀或其他刀具,可以加工各种回转表面,如内外圆柱面、内外圆锥面、螺纹、沟槽、端面和成形面等,加工精度可达IT8-IT7,表面粗糙度Ra值为1.6~0.8,车削常用来加工单~轴线的零件,如直轴和盘、套类零件等。
旋风切削
旋风切削(旋风铣)是~种高效率的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具冷却好、生产效率高的优点。精度要求不高的螺纹,可用此法~次完成切削加工。用装在高速旋转刀盘上的成形刀头从工件上铣削出螺纹的螺纹加工方法,因铣削速度很高,切屑飞溅如旋风而得名。旋风切削梯形螺纹的精度~般可达7~9级(JB2886-81),表面粗糙度Ra5~0.63。
- 公司: 深圳市德昊传动科技有限公司
- 主营: 东莞TBI直线导轨,东莞TBI滚珠丝杠,东莞TBI微小型直线导轨
- 地址: 深圳市龙华新区民治街道上塘综合楼
- 联系: 金先生
- 手机: 18138429630
-
微信:
