
选择建议
看成本预算:若批量生产且预算有限,优先考虑气体保护焊;若追求高精度和高质量,且预算充足,选择激光焊。
看工件特性:厚板、长焊缝且对变形容忍度高,选气体保护焊;薄板、微型件、精密件,选激光焊。
看生产需求:追求高节拍、自动化生产线,激光焊更优;小批量、多品种或现场作业,气体保护焊更灵活。
气体保护焊:汽车制造的 “结构主力”
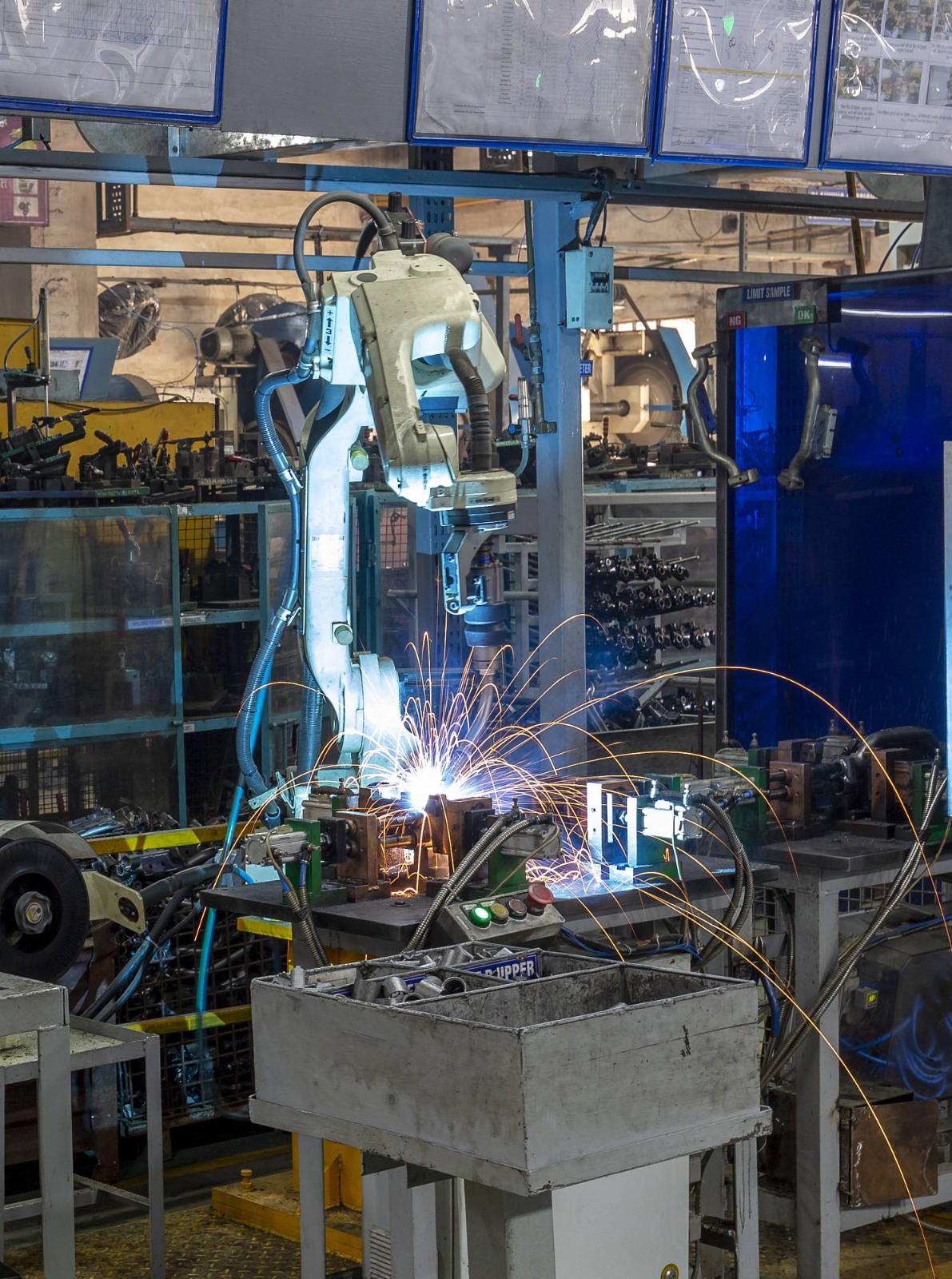
气体保护焊在汽车制造中主要承担承载式结构件的焊接,核心是保证车身强度和连接稳定性,应用场景集中在以下几类:
车身底盘:车架纵梁、横梁、悬挂支座等厚壁钢件的焊接,常用二氧化碳气体保护焊(CO₂焊),兼顾强度和成本。
车身骨架:车门框架、立柱(A 柱 / B 柱 / C 柱)、车顶横梁等关键支撑部件的拼接,多采用混合气体保护焊(如氩气 + 二氧化碳),减少焊缝缺陷。
动力总成周边:发动机支架、变速箱壳体与车身的连接部位,以及排气管中段的焊接,适应中等厚度金属的连接需求。
热输入与熔池大小不同气体保护焊的热输入高、熔池大(通常宽 5-15mm),需要较慢速度保证熔池凝固成型;激光焊热输入低、熔池窄(通常宽 1-3mm),熔池冷却速度快,可在高速移动中完成焊接,且不易出现焊穿或变形。
熔池形态影响焊缝致密性激光焊会形成 “匙孔效应”(金属汽化形成小孔),熔池内的气体易排出,焊缝致密性高,不易出现气孔;气体保护焊的熔池是 “开放式” 的,若保护气体覆盖不充分(如风吹、气体不纯),空气中的氧气、氮气易混入熔池,产生气孔或氧化夹杂。
